

Debus CNC-Technik
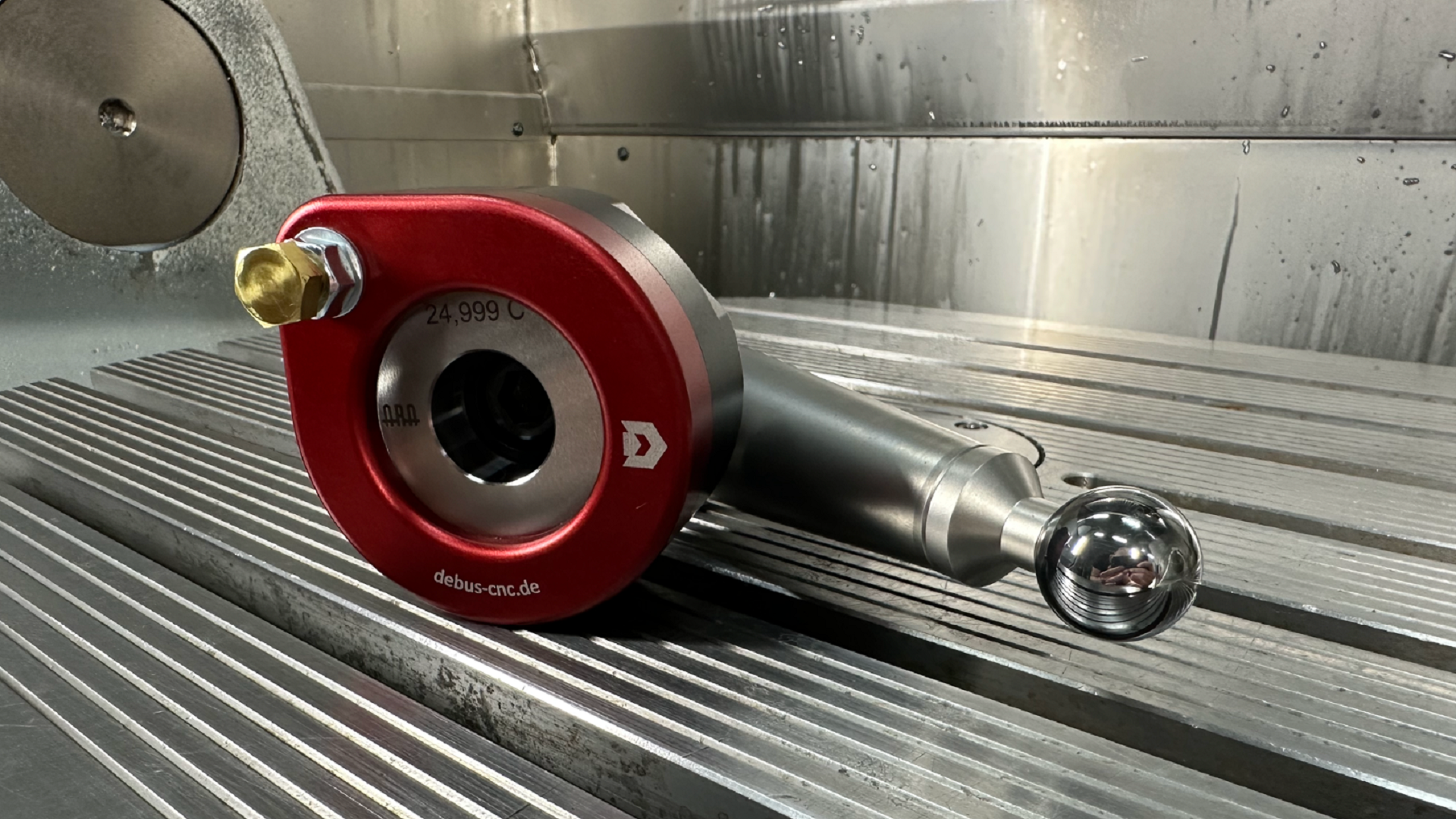
Kalibrierblock für 3D-Taster
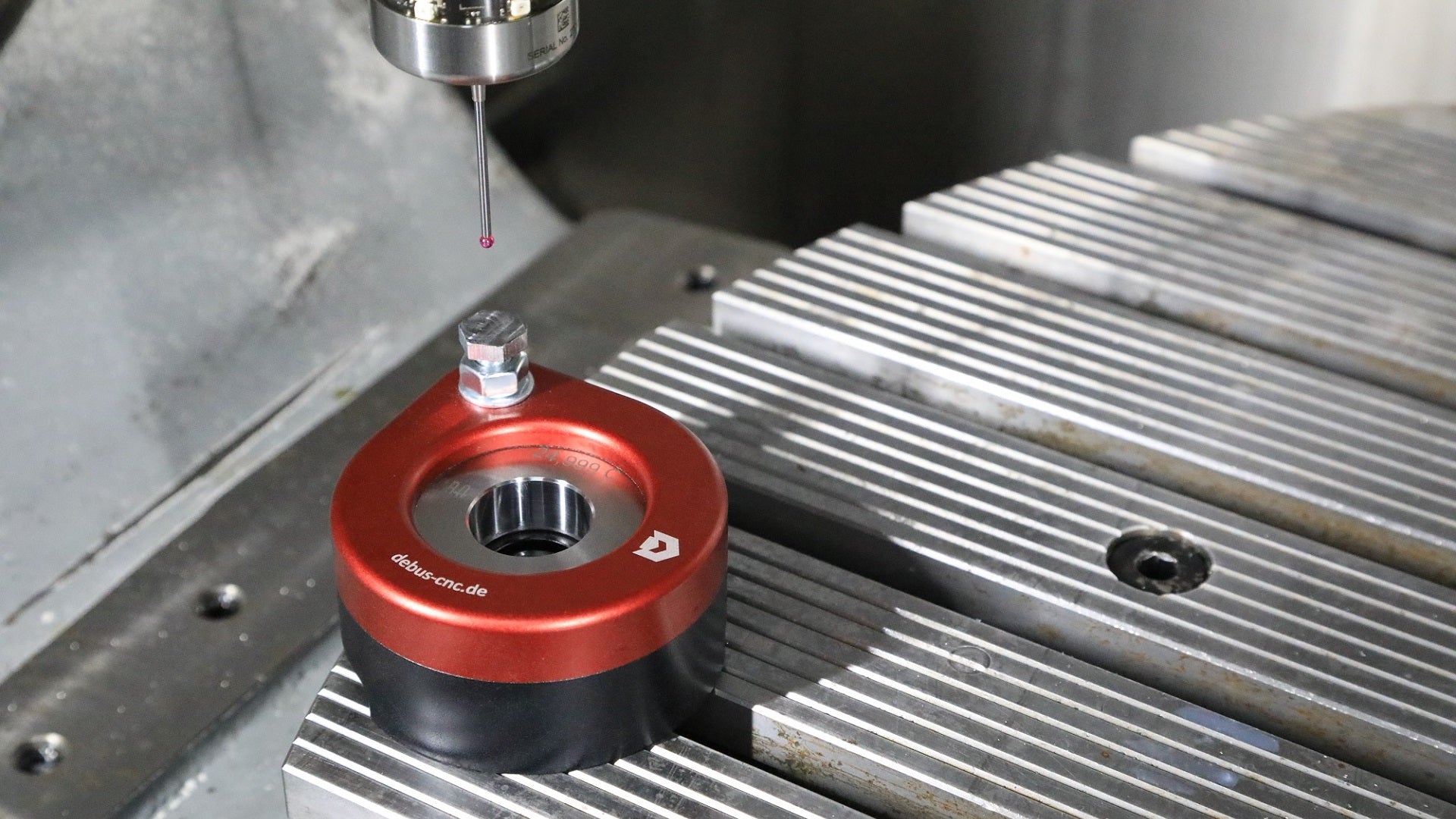
Kalibrierblock für 3D-Taster
Verfügbarkeit für Abholungen konnte nicht geladen werden
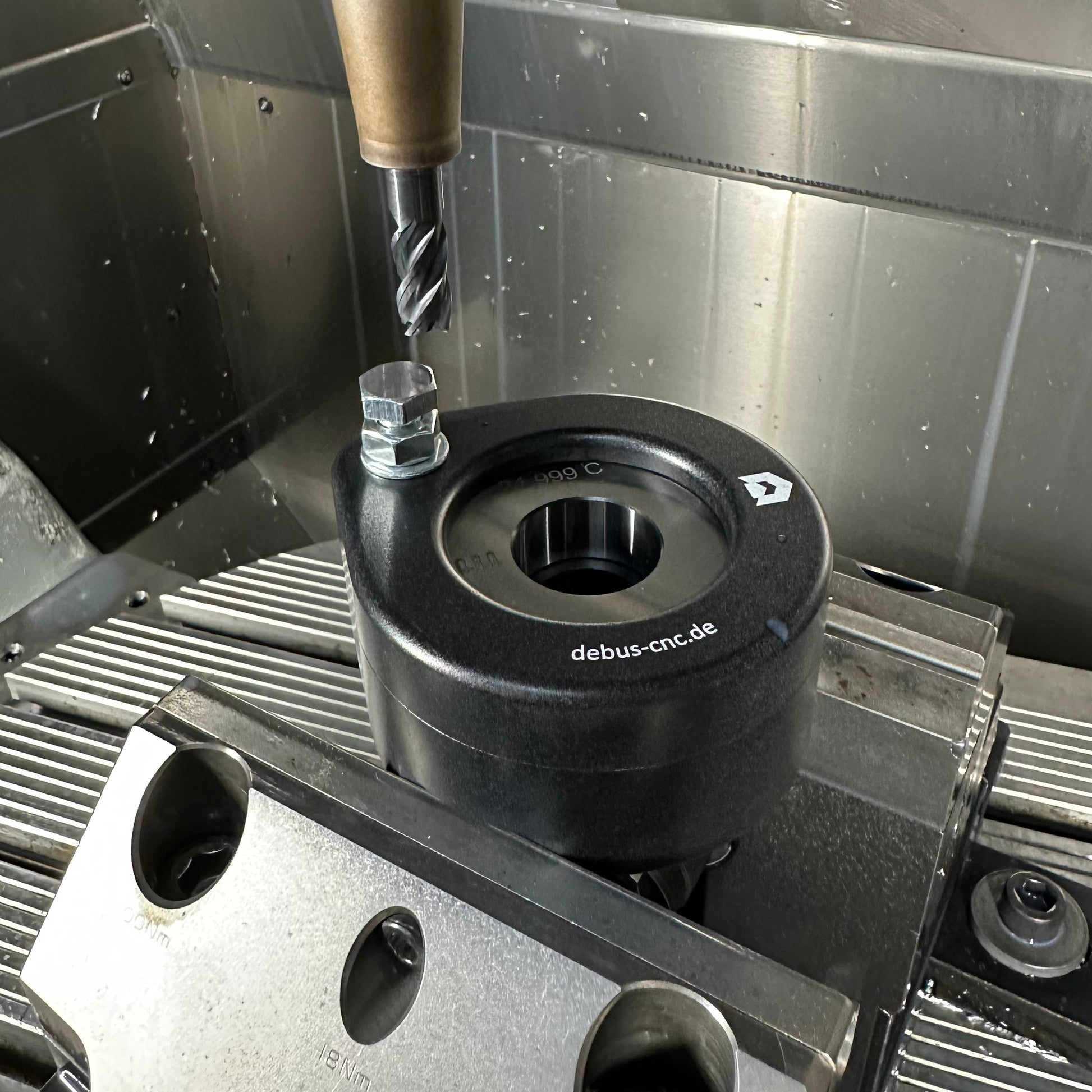
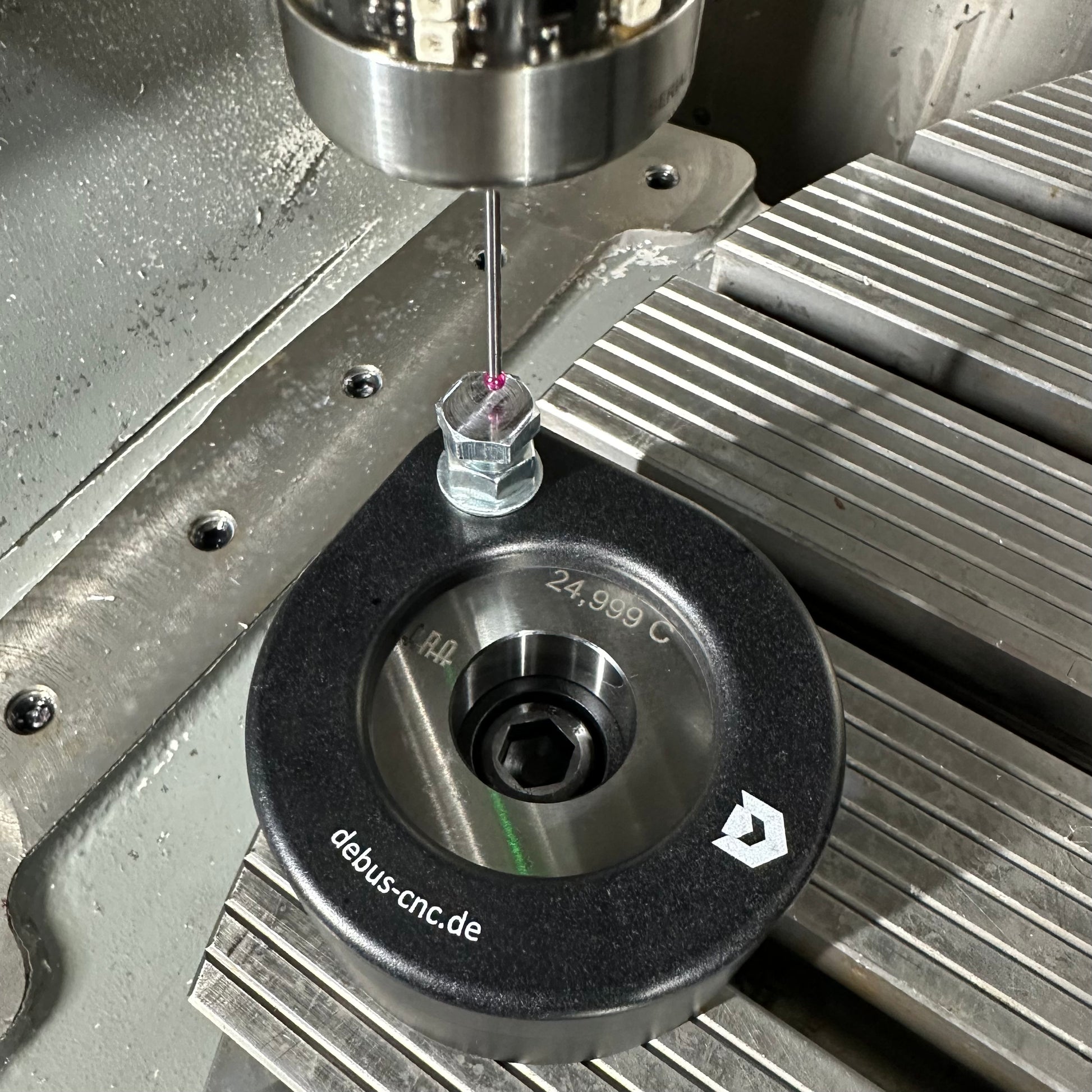
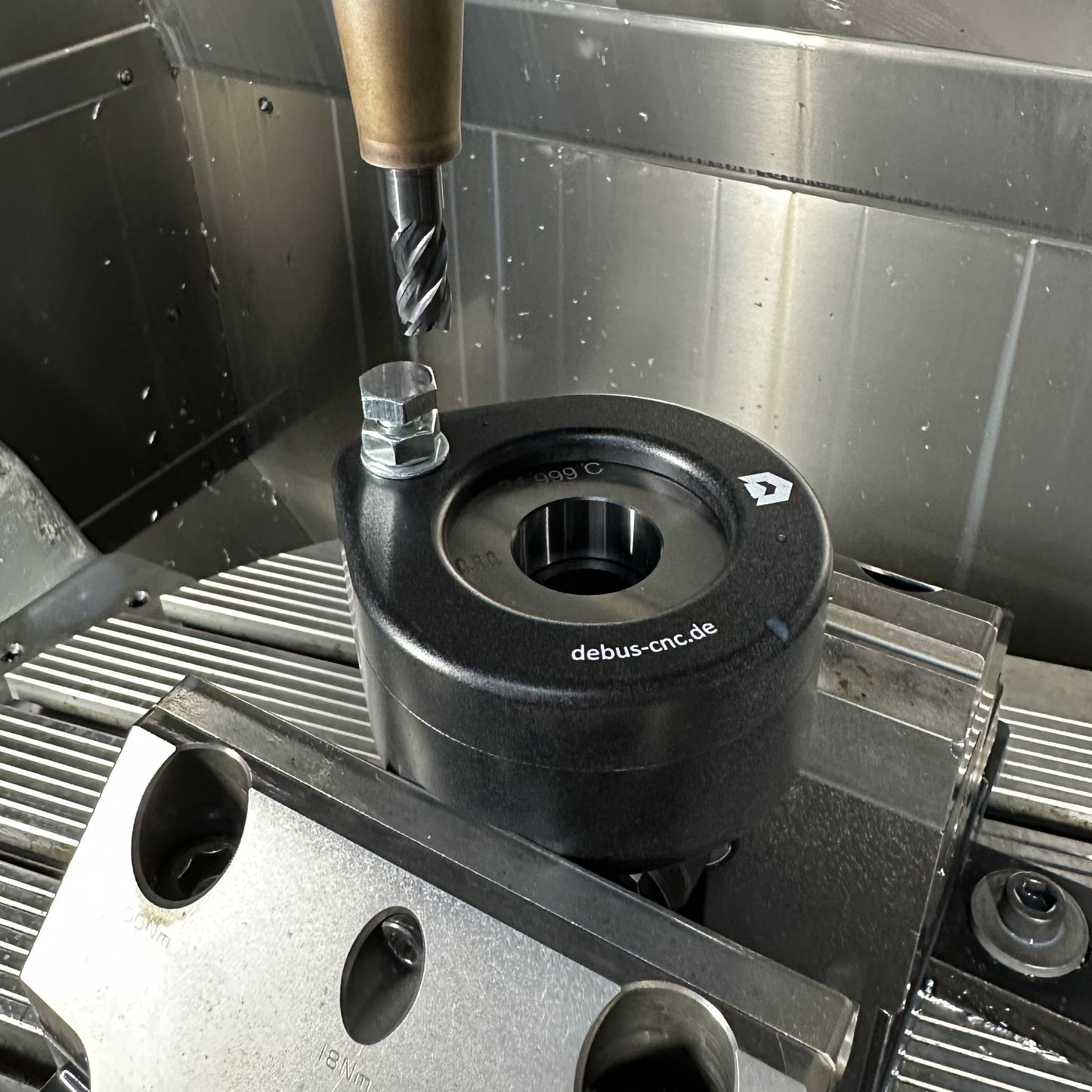
Sie verschrauben den Kalibrierblock über die mitgelieferte M12 Schraube und dem mitgelieferten 14mm M12 T-Nutenstein im Tisch, fräsen mit einem vermessenen Werkzeug den Schraubenkopf der Normschraube plan, setzen Z=0 und kalibrieren ihren Taster auf dieser Fläche in der Länge. Danach kalibrieren Sie im Einstellring den Mittenversatz und den Kugelradius des Tasters. Fertig.
Ist der Schraubenkopf verbraucht, können Sie ihn gegen eine Handelsübliche M8-Schraube DIN933 austauschen. So sind Sie immer Einsatzbereit, wenn Sie den Kalibrierblock benötigen.
Dieser Kalibrierblock gehört in jede Werkbank an einem Bearbeitungszentrum, denn meist bricht die Messkugel, wenn man es eilig hat.
Materialien
Materialien
Aluminium anodisiert/Stahl
Abmessungen
Abmessungen
80mm/80mm/60mm
Pflegehinweise
Pflegehinweise
Den verbauten Einstellring mit Öl schützen wenn der Kalibrierblock gelagert wird.




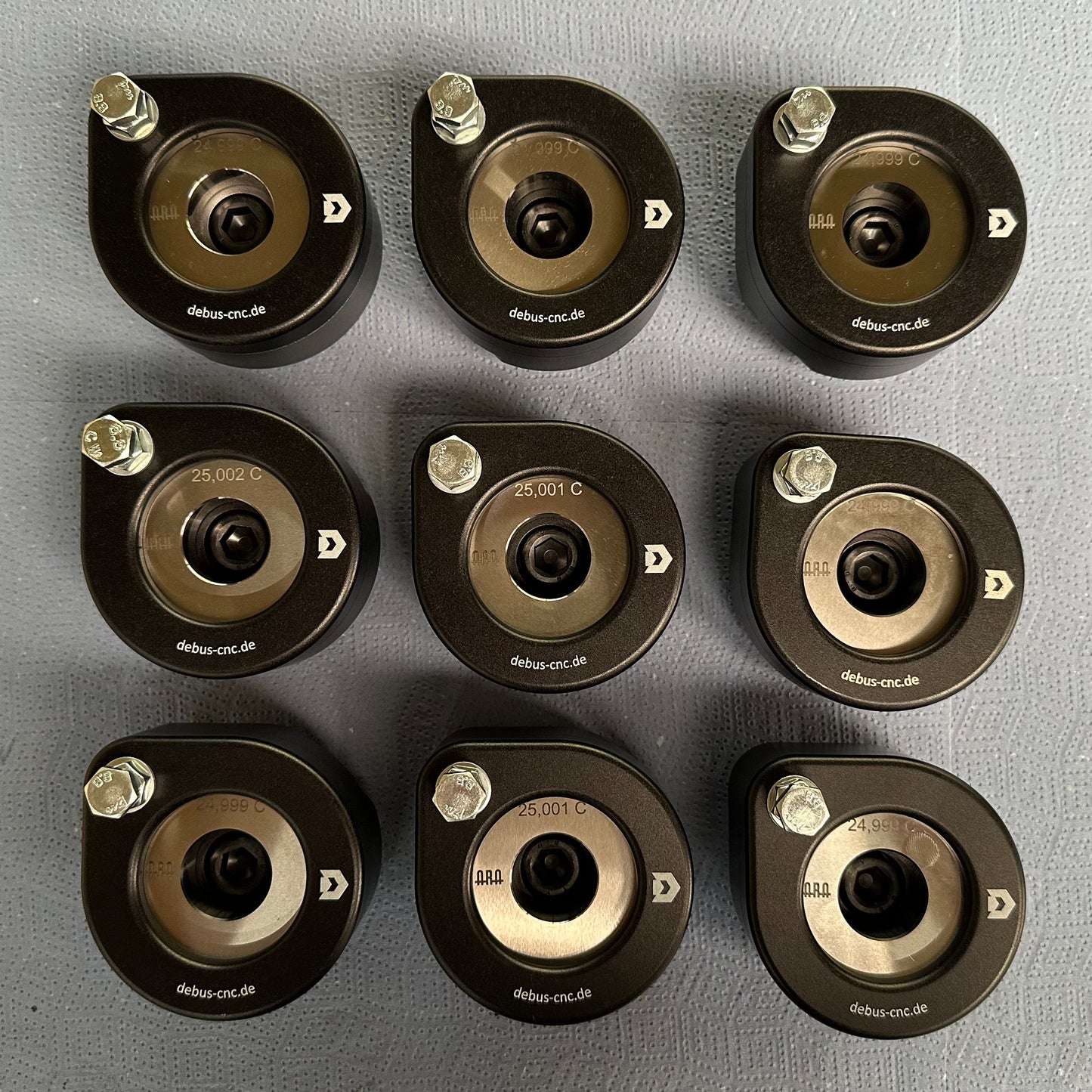



Höchste Genauigkeit...
...bei kleinstem Aufwand. Der Kalibrierblock liegt immer Einsatzbereit zur Hand und ist in Sekunden auf der Maschine Montiert. Kein umständliches hantieren mit Magneten mehr, um den Einstellring in der Position zu sichern. Kein Aufpratzen von Restmaterial mehr, um eine Fläche zum Planfräsen zu haben.
Eine saubere Lösung für beste Ergebnisse!
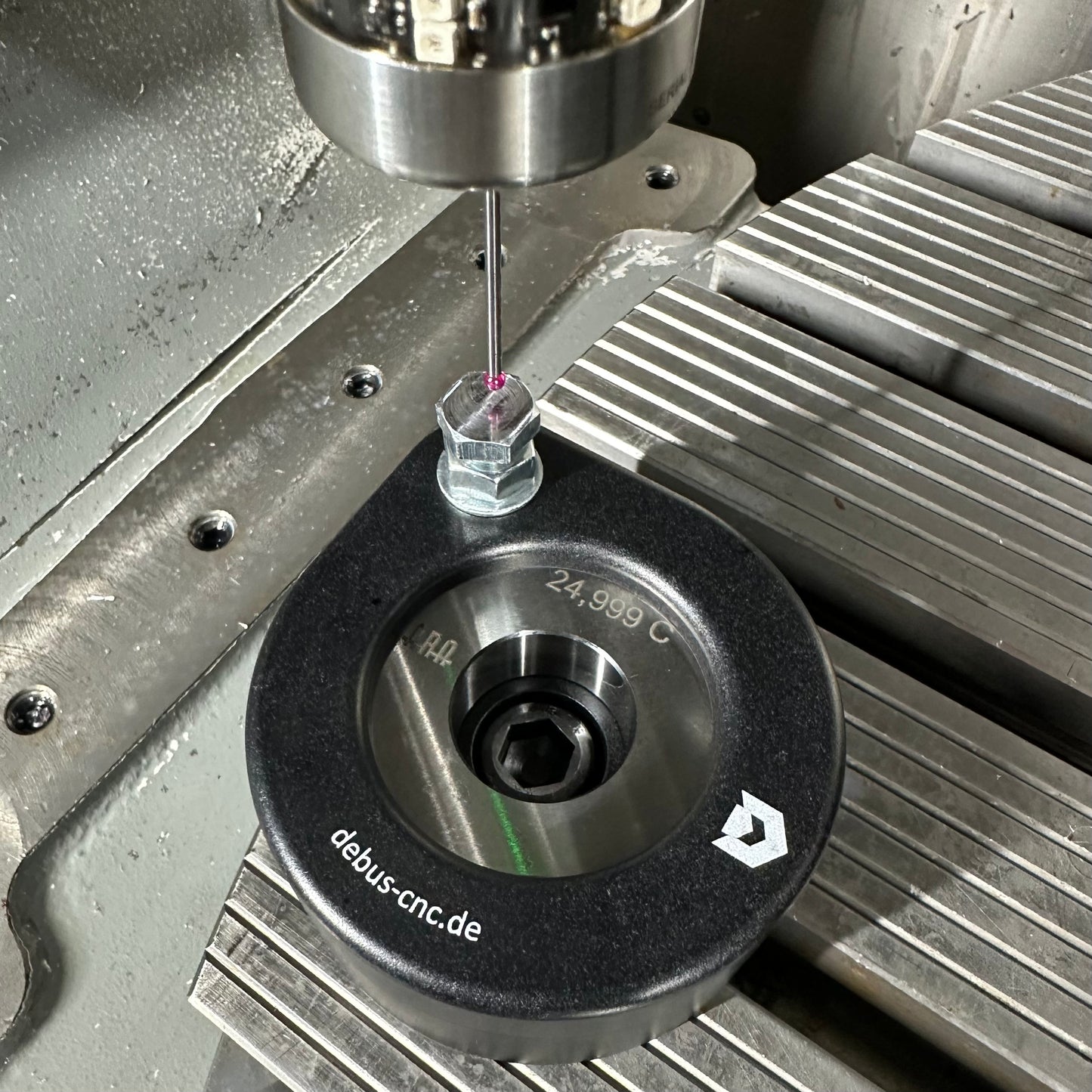
Automatisiert kalibrieren
Auf vielen Steuerungen können Sie sich das Kalibrierprogramm voll automatisieren.
Platzieren Sie den Kalibrierblock am Rand des Maschinentischs oder auf einer Wechselpalette, um in Mannlosen Schichten vollautomatisch einen Tasterabgleich auszuführen.
Die Möglichkeiten sind Vielfältig.
Einklappbarer Inhalt
Programmbeispiel automatisiert Kalibrieren Heidenhain TNC 640
Funktioniert auf: Hermle C400 Baujahr 2016 mit Renishaw Taster und Blum Laser!
Beispielprogramm:
T10=10mm Fräser
T30=3D Taster
T999=Kalibrierdorn
NP140=XY-Schraube mittig, oben Z=0
NP141=XY-Einstellring mittig, Ring geschliffene Fläche Z=0
Programm dient lediglich als Leitfaden und es gibt keine Gewähr!
Am Programmende positioniert der 3D Taster für eine manuelle Kontrollmessung mittig über der Schraube.
0 BEGIN PGM LAENGE-KALIBRIEREN MM
1 BLK FORM 0.1 Z X-20 Y-20 Z-10
2 BLK FORM 0.2 X+20 Y+20 Z+1
3 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+140 ;BEZUGSPUNKT-NUMMER
4 L X+425 Y+700 R0 FMAX M140 MB MAX M91
5 ;TASTER AUFRUFEN
6 TOOL CALL 30 Z S20
7 L X+0 Y+0 R0 FMAX M140 MB MAX
8 L Z+100 R0 F5000
9 TCH PROBE 417 BZPKT TS.-ACHSE ~
Q263=+0 ;1. PUNKT 1. ACHSE ~
Q264=+0 ;1. PUNKT 2. ACHSE ~
Q294=+0 ;1. PUNKT 3. ACHSE ~
Q320=+20 ;SICHERHEITS-ABST. ~
Q260=+100 ;SICHERE HOEHE ~
Q305=+140 ;NR. IN TABELLE ~
Q333=+0.1 ;BEZUGSPUNKT ~
Q303=+1 ;MESSWERT-UEBERGABE
10 L X+0 Y+0 R0 FMAX M140 MB MAX
11 ;KALIBRIERDORN AUFRUFEN
12 TOOL CALL 999 Z S3000
13 TCH PROBE 581 KALIBRIEREN ~
Q350=+0 ;MESSART ~
Q361=+3 ;ANZAHL MESSUNGEN ~
Q362=+0.003 ;ZUL. STREUTOLERANZ
14 ;FRAESER AUFRUFEN (D10MM)
15 TOOL CALL 10 Z S3000
16 TCH PROBE 583 WZ-LAENGE ~
Q350=+3 ;MESSART ~
Q361=+3 ;ANZAHL MESSUNGEN ~
Q362=+0.003 ;ZUL. STREUTOLERANZ ~
Q359=+0 ;ADD.LAENGENKORREKTUR
17 M3
18 L X+0 Y+0 R0 FMAX M140 MB MAX
19 L Z+100 R0 F5000
20 CYCL DEF 233 PLANFRAESEN ~
Q215=+0 ;BEARBEITUNGS-UMFANG ~
Q389=+0 ;FRAESSTRATEGIE ~
Q350=+2 ;FRAESRICHTUNG ~
Q218=+20 ;1. SEITEN-LAENGE ~
Q219=+20 ;2. SEITEN-LAENGE ~
Q227=+0.1 ;STARTPUNKT 3. ACHSE ~
Q386=+0 ;ENDPUNKT 3. ACHSE ~
Q369=+0.02 ;AUFMASS TIEFE ~
Q202=+5 ;MAX. ZUSTELL-TIEFE ~
Q370=+1 ;BAHN-UEBERLAPPUNG ~
Q207=+500 ;VORSCHUB FRAESEN ~
Q385=+500 ;VORSCHUB SCHLICHTEN ~
Q253=+2000 ;VORSCHUB VORPOS. ~
Q357=+5 ;SI.-ABSTAND SEITE ~
Q200=+5 ;SICHERHEITS-ABST. ~
Q204=+100 ;2. SICHERHEITS-ABST. ~
Q347=+0 ;1.BEGRENZUNG ~
Q348=+0 ;2.BEGRENZUNG ~
Q349=+0 ;3.BEGRENZUNG ~
Q220=+0 ;ECKENRADIUS ~
Q368=+0 ;AUFMASS SEITE ~
Q338=+0 ;ZUST. SCHLICHTEN
21 L X-10 Y-10 R0 F2000
22 CYCL CALL
23 M5
24 L X+0 Y+0 R0 FMAX M140 MB MAX
25 ;TASTER AUFRUFEN
26 TOOL CALL 30 Z S20
27 M32 M0
28 L X+0 Y+0 R0 FMAX M140 MB MAX
29 L Z+10 R0 F5000
30 TCH PROBE 461 TS LAENGE KALIBRIEREN ~
Q434=+0 ;BEZUGSPUNKT
31 L Z+100 R0 F5000
32 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+141 ;BEZUGSPUNKT-NUMMER
33 L X+0 Y+0 Z+100 R0 F5000
34 TCH PROBE 412 BZPKT KREIS INNEN ~
Q321=+0 ;MITTE 1. ACHSE ~
Q322=+0 ;MITTE 2. ACHSE ~
Q262=+25 ;SOLL-DURCHMESSER ~
Q325=+0 ;STARTWINKEL ~
Q247=+90 ;WINKELSCHRITT ~
Q261=-5 ;MESSHOEHE ~
Q320=+10 ;SICHERHEITS-ABST. ~
Q260=+100 ;SICHERE HOEHE ~
Q301=+0 ;FAHREN AUF S. HOEHE ~
Q305=+141 ;NR. IN TABELLE ~
Q331=+0 ;BEZUGSPUNKT ~
Q332=+0 ;BEZUGSPUNKT ~
Q303=+1 ;MESSWERT-UEBERGABE ~
Q381=+0 ;ANTASTEN TS-ACHSE ~
Q382=+0 ;1. KO. FUER TS-ACHSE ~
Q383=+0 ;2. KO. FUER TS-ACHSE ~
Q384=+0 ;3. KO. FUER TS-ACHSE ~
Q333=+0 ;BEZUGSPUNKT ~
Q423=+4 ;ANZAHL ANTASTUNGEN ~
Q365=+1 ;VERFAHRART
35 L X+0 Y+0 Z+100 R0 F5000
36 L Z-5 R0 F2000
37 TCH PROBE 462 TS KALIBRIEREN IN RING ~
Q407=+12.4995 ;RINGRADIUS ~
Q320=+10 ;SICHERHEITS-ABST. ~
Q423=+4 ;ANZAHL ANTASTUNGEN ~
Q380=+0 ;BEZUGSWINKEL
38 L Z+100 R0 FMAX
39 L X+0 Y+0 R0 FMAX M140 MB MAX
40 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+140 ;BEZUGSPUNKT-NUMMER
41 L X+0 Y+0 Z+20 R0 F5000
42 M31 M2
43 END PGM LAENGE-KALIBRIEREN MM
Programmbeispiel automatisiert Kalibrieren und Kinematik Heidenhain TNC640
Funktioniert auf: Hermle C400 Baujahr 2016 mit Renishaw Taster und Blum Laser!
Beispielprogramm:
T10=10mm Fräser
T30=3D Taster
T999=Kalibrierdorn
NP140=XY-Schraube mittig, oben Z=0
NP141=XY-Einstellring mittig, Ring geschliffene Fläche Z=0
NP142=Kugelmitte Kine-Opt-Hardware
0 BEGIN PGM LAENGE-KALIBRIEREN UND KINEMATIK MM
1 BLK FORM 0.1 Z X-20 Y-20 Z-10
2 BLK FORM 0.2 X+20 Y+20 Z+1
3 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+140 ;BEZUGSPUNKT-NUMMER
4 L X+425 Y+700 R0 FMAX M140 MB MAX M91
5 ;TASTER AUFRUFEN
6 TOOL CALL 30 Z S20
7 L X+0 Y+0 R0 FMAX M140 MB MAX
8 L Z+100 R0 FMAX
9 TCH PROBE 417 BZPKT TS.-ACHSE ~
Q263=+0 ;1. PUNKT 1. ACHSE ~
Q264=+0 ;1. PUNKT 2. ACHSE ~
Q294=+0 ;1. PUNKT 3. ACHSE ~
Q320=+20 ;SICHERHEITS-ABST. ~
Q260=+100 ;SICHERE HOEHE ~
Q305=+140 ;NR. IN TABELLE ~
Q333=+0.1 ;BEZUGSPUNKT ~
Q303=+1 ;MESSWERT-UEBERGABE
10 L X+0 Y+0 R0 FMAX M140 MB MAX
11 ;KALIBRIERDORN AUFRUFEN
12 TOOL CALL 999 Z S3000
13 TCH PROBE 581 KALIBRIEREN ~
Q350=+0 ;MESSART ~
Q361=+3 ;ANZAHL MESSUNGEN ~
Q362=+0.003 ;ZUL. STREUTOLERANZ
14 ;FRAESER AUFRUFEN (D10MM)
15 TOOL CALL 10 Z S3000
16 TCH PROBE 583 WZ-LAENGE ~
Q350=+3 ;MESSART ~
Q361=+3 ;ANZAHL MESSUNGEN ~
Q362=+0.003 ;ZUL. STREUTOLERANZ ~
Q359=+0 ;ADD.LAENGENKORREKTUR
17 M3
18 L X+0 Y+0 R0 FMAX M140 MB MAX
19 L Z+100 R0 FMAX
20 CYCL DEF 233 PLANFRAESEN ~
Q215=+0 ;BEARBEITUNGS-UMFANG ~
Q389=+0 ;FRAESSTRATEGIE ~
Q350=+2 ;FRAESRICHTUNG ~
Q218=+20 ;1. SEITEN-LAENGE ~
Q219=+20 ;2. SEITEN-LAENGE ~
Q227=+0.1 ;STARTPUNKT 3. ACHSE ~
Q386=+0 ;ENDPUNKT 3. ACHSE ~
Q369=+0.02 ;AUFMASS TIEFE ~
Q202=+5 ;MAX. ZUSTELL-TIEFE ~
Q370=+1 ;BAHN-UEBERLAPPUNG ~
Q207=+500 ;VORSCHUB FRAESEN ~
Q385=+500 ;VORSCHUB SCHLICHTEN ~
Q253=+2000 ;VORSCHUB VORPOS. ~
Q357=+5 ;SI.-ABSTAND SEITE ~
Q200=+5 ;SICHERHEITS-ABST. ~
Q204=+100 ;2. SICHERHEITS-ABST. ~
Q347=+0 ;1.BEGRENZUNG ~
Q348=+0 ;2.BEGRENZUNG ~
Q349=+0 ;3.BEGRENZUNG ~
Q220=+0 ;ECKENRADIUS ~
Q368=+0 ;AUFMASS SEITE ~
Q338=+0 ;ZUST. SCHLICHTEN
21 L X-10 Y-10 R0 FMAX
22 CYCL CALL
23 M5
24 L X+0 Y+0 R0 FMAX M140 MB MAX
25 ;TASTER AUFRUFEN
26 TOOL CALL 30 Z S20
27 M0
28 L X+0 Y+0 R0 FMAX M140 MB MAX
29 L Z+10 R0 FMAX
30 TCH PROBE 461 TS LAENGE KALIBRIEREN ~
Q434=+0 ;BEZUGSPUNKT
31 L Z+100 R0 FMAX
32 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+141 ;BEZUGSPUNKT-NUMMER
33 L X+0 Y+0 Z+100 R0 FMAX
34 TCH PROBE 412 BZPKT KREIS INNEN ~
Q321=+0 ;MITTE 1. ACHSE ~
Q322=+0 ;MITTE 2. ACHSE ~
Q262=+25 ;SOLL-DURCHMESSER ~
Q325=+0 ;STARTWINKEL ~
Q247=+90 ;WINKELSCHRITT ~
Q261=-5 ;MESSHOEHE ~
Q320=+10 ;SICHERHEITS-ABST. ~
Q260=+100 ;SICHERE HOEHE ~
Q301=+0 ;FAHREN AUF S. HOEHE ~
Q305=+141 ;NR. IN TABELLE ~
Q331=+0 ;BEZUGSPUNKT ~
Q332=+0 ;BEZUGSPUNKT ~
Q303=+1 ;MESSWERT-UEBERGABE ~
Q381=+0 ;ANTASTEN TS-ACHSE ~
Q382=+0 ;1. KO. FUER TS-ACHSE ~
Q383=+0 ;2. KO. FUER TS-ACHSE ~
Q384=+0 ;3. KO. FUER TS-ACHSE ~
Q333=+0 ;BEZUGSPUNKT ~
Q423=+4 ;ANZAHL ANTASTUNGEN ~
Q365=+1 ;VERFAHRART
35 L X+0 Y+0 Z+100 R0 F5000
36 L Z-5 R0 FMAX
37 TCH PROBE 462 TS KALIBRIEREN IN RING ~
Q407=+12.4995 ;RINGRADIUS ~
Q320=+10 ;SICHERHEITS-ABST. ~
Q423=+4 ;ANZAHL ANTASTUNGEN ~
Q380=+0 ;BEZUGSWINKEL
38 L Z+100 R0 FMAX
39 L X+0 Y+0 R0 FMAX M140 MB MAX
40 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+142 ;BEZUGSPUNKT-NUMMER
41 L X+0 Y+0 R0 FMAX M140 MB MAX
42 L Z+100 R0 FMAX
43 L Z+16.5 R0 F5000
44 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+0 ;BEZUGSPUNKT-NUMMER
45 TCH PROBE 451 KINEMATIK VERMESSEN ~
Q406=+1 ;MODUS ~
Q407=+12.5 ;KUGELRADIUS ~
Q320=+2 ;SICHERHEITS-ABST. ~
Q408=+0 ;RUECKZUGSHOEHE ~
Q253=+5000 ;VORSCHUB VORPOS. ~
Q380=+45 ;BEZUGSWINKEL ~
Q411=-90 ;STARTWINKEL A-ACHSE ~
Q412=+10 ;ENDWINKEL A-ACHSE ~
Q413=+0 ;ANSTELLW. A-ACHSE ~
Q414=+4 ;MESSPUNKTE A-ACHSE ~
Q415=-90 ;STARTWINKEL B-ACHSE ~
Q416=+90 ;ENDWINKEL B-ACHSE ~
Q417=+0 ;ANSTELLW. B-ACHSE ~
Q418=+2 ;MESSPUNKTE B-ACHSE ~
Q419=+72 ;STARTWINKEL C-ACHSE ~
Q420=+288 ;ENDWINKEL C-ACHSE ~
Q421=+0 ;ANSTELLW. C-ACHSE ~
Q422=+4 ;MESSPUNKTE C-ACHSE ~
Q423=+4 ;ANZAHL ANTASTUNGEN ~
Q431=+1 ;PRESET SETZEN ~
Q432=+0 ;WINKELBEREICH LOSE
46 L X+0 Y+0 R0 FMAX M140 MB MAX
47 L X+425 Y+700 R0 FMAX M140 MB MAX M91
48 END PGM LAENGE-KALIBRIEREN UND KINEMATIK MM
Automatisierter Längenabgleich im Video
Automatisierter Tasterabgleich und Kinematik - ungeschnitten